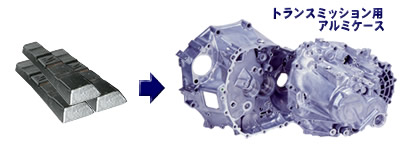
トランスミッションは外側をアルミのケースで覆われており、その中に大小様々なギヤやシャフト等が入っています。トランスミッションについては「
トランスミッション基礎講座
」をご覧ください。
先頭へ
先頭へ
先頭へ
1.レース加工
素材の 皮むき(旋削)は歯車加工の第一歩。
・素材は鍛造で成型され入荷されます。
・精密な歯車を加工する為にまず、外形を旋削加工にて百分台の寸法に仕上げます。
・同様に面取り部分や後工程で研磨加工を施す部分についてもコンマ台〜百分台の寸法に仕上げます。
工程TOPへ
2.歯車加工−歯切り加工
2種類の工具(カッター)を使い分けて歯車のカタチを作ります。
・カットする(歯切り)方法として、使用する工具(カッター)によって2種類に分類されます。
・ホブ加工(ホブ・カッターを使用)は高速加工が可能ですが、工具の加工軌道上に障害物がある製品には使用できません。又、更なる高速加工化を目指しドライカットと言った切削油を全く使用しない超高速加工方法で現在生産を行っています。
・工具の軌道上に障害のある製品にはギヤシェイパーと言った加工法を行っています。これはホブ加工に比べ、2〜3倍の加工時間を要するのが難点です。
工程TOPへ
3.歯車加工−面取り加工
バリ (切粉の付着)除去には面取り加工。
・歯切り加工を行うと、歯車の先端や歯底の部分にバリと呼ばれる切り粉が付着します。
・面取り用刃具(フレージングカッター)を用いて歯車の端面部分へ面取り加工を施し、バリを除去します。
工程TOPへ
4.歯車加工−シェービング加工
歯面 (歯車の表面)のデコボコをならします。
・最後に、シェービングカッターで歯面(歯車どうしがかみ合う面)のデコボコを滑らかにし、歯面全体をミクロン台の寸法に仕上げます。
工程TOPへ
5.レーザー溶接(一部製品のみ)
レーザー溶接工程は、製品改善の秘策です。
・歯切り加工の軌道上に障害物がある場合はギヤシェーパ加工法で対応するとご説明しましたが、それでも歯車部分とその障害物との間にはカッターが干渉しない為のスペースが製品に必要になります。この事が製品を必要以上に 大きくし、軽量・コンパクト化の阻害要因となっていました。そこで、その(無駄な)スペースをなくす目的で障害物の部分を分離し、歯車加工の後でくっつけようというアイデアが生まれました。その後づけ作業がレーザー溶接工程です。
・レーザーの媒質としてはAr(アルゴン)ガスを使用しています。
・レーザーの取り扱いは非常に難しく、品質(溶接精度)に影響する因子が複雑に存在します。そこで、溶接前には製品を洗浄する設備を、又溶接後には溶接状態を検査する超音波検査装置を設置しています。
工程TOPへ
6.熱処理(T3)
より硬く、ねばりのある製品に変化させる熱処理。
・製品をより強度アップさせる目的で、熱処理工程が有ります。
・製品の表面を硬く変化させる為に、まず焼き入れ処理を行います。プロパンガス(C3H8)に含まれている炭素(C)を製品に浸み込ませる為、約600℃〜930℃の高熱で製品を熱し、その後130℃〜140℃の鉱物油の中で急激に冷却します。
・焼き入れにより製品は硬くなりますが、このままではもろくなってしまいます。そこで、焼入れ時に生じた不安定な組織部分を安定した組織に変化させる為、焼き戻し処理を行います。約200℃の温度で再び製品を熱し、内部をねばりのある製品に変化させます。
工程TOPへ
7.研削加工
千分の1ミリの寸法に仕上げます。
・相手部品を組み付け(圧入等)る端面や内、外径部分は百分台の寸法を必要とする為、研削加工によって仕上げます。研削とは、高速回転をしている研削砥石表面のと粒によって製品を少しずつ削っていき、寸法精度の高い製品に仕上げる加工です。これによってミクロン(千分の1ミリ)単位の寸法と表面粗さに仕上げます。
工程TOPへ
8.完成検査(単品)
専用の測定機にて 丹念に検査を行います。
・出来上がったギヤの精度は専用の測定器を使って検査を行い、安心できる製品を次工程に提供しています。
工程TOPへ
先頭へ
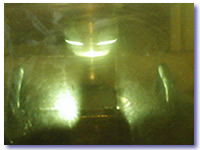
1.鋳造(アルミダイカスト)
熔 かしたアルミを金型に流し込み、約1分で製品が完成。
・原材料のアルミ塊(インゴット)を集中溶解炉にて溶かします。
・溶けたアルミは無人搬送車でタイカスト・マシンに設置されている保持炉へ蓄えられます。
・タイカスト・マシンに取り付けた金型の中へ溶けたアルミがスリーブ(シリンダー状の注入装置)を介して流し込まれます。
・十分に金型内にアルミが充填されたらゲートを閉じ、アルミが固まるのを待ちます。(数秒)
・アルミが固まったら金型を開き中から製品を取り出します。製品によって時間が異なりますが、大体50秒〜70秒で1ケの製品が出来上がります。
工程TOPへ
2.機械加工
切削加工で更に寸法制度の高い製品に仕上げます。
・より精度の高い寸法に仕上げる為、切削マシンによって加工が行われます。
・加工設備は省人化(作業者を少なくする事)とフレキシビリティー(いろいろなタイプの製品が加工できる事)を目的としてNCマシンによるトランサーラインとなってます。
・トランサーラインとは、各工程間での製品搬送やツールチェンジ(刃具交換)が自動で行われる設備の事です。
・このラインでは約37秒で1ケの製品が完成します。
工程TOPへ
3.完成検査(単品)
オイル漏れ確認は品質保証の重点管理項目です。
・トランスミッションケースでは±0.05ミリ以内の穴位置寸法とオイル漏れ無き事が重要な機能としてあげられます。
・プラスマイナス0.05ミリの寸法精度は抜き取りによる3三次元測定によって検査、確認されます。
・オイル漏れ確認としてエアーリーク試験機によって全数検査が行われます。
・このような検査の他にもネジ精度、面粗度、内径寸法,外観、バリ等数々の検査を行い安心できる製品を次工程へ提供しています。
工程TOPへ
先頭へ
A.ギヤ組立
歯車の集団、ギヤユニットを組み立てます。
・マニュアルトランスミッションは5速仕様の場合、2本のシャフト(メイン、カウンター)の外周に8ヶのギヤ(M3〜M5、C1〜C5ギヤ)が組み付けられ、更に各ギヤの部分にはシンクロ関連部品を取り付けます。これらを1つのユニットとしてギヤ部分の組立てを事前に行います。
(シンクロ関連部品とは、ギヤチェンジの際にスムーズにギヤを切替える為の部品群です。)
工程TOPへ
B.デファレンシャル組立
デファレンシャル (差動装置)を組み立てます。
・FF駆動のマニュアルトランスミッションは中にデファレンシャルと呼ばれる差動装置が組み込まれています。デファレンシャルはギヤやベアリング等様々な部品がデフケースに組み付いた1つのユニット部品です。デファレンシャルも事前に組立を行います。
工程TOPへ
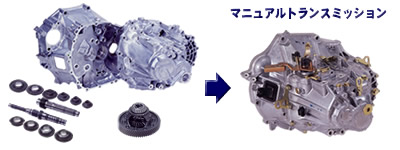
C-1.トランスミッション組立
アルミのケースにギヤユニット、デファレンシャル等各部品を組み付けるとトランスミッションの出来上がり。
・トランスミッションケース(クラッチケース)にそれぞれ前A・B工程で組み立てられたギヤユニットとデファレンシャルユニットを組み付け、更に、リバース装置(後退用ギヤ装置)やシフトチェンジ装置、各センサー等が組み付けられてマニュアルトランスミッションが完成します。
工程TOPへ
C-2.音圧検査(完成検査)
トランスミッションの 音を検査するのは、快適なドライブ環境を守るためです。
・トランスミッションから音が発生する事はご存知でしょうか?
トランスミッション内部ではギヤ同士が常に噛み合い高速回転している為、様々な音が発生します。 快適なドライブ環境を保つには、この音を極力小さくする事が重要です。最終工程では完成した製品がきちんと機能するかを確認するのはもちろんですが、トランスミッションから発生する音が規格値以内で抑えられているかも確認します。
この様にして、高い品質レベルの製品が生産され、お客様へとご提供しています。
工程TOPへ
先頭へ